Arabic
Arabic Bulgarian
Bulgarian Dutch
Dutch English
English French
French Greek
Greek Italian
Italian Japanese
Japanese Malayalam
Malayalam Portuguese
Portuguese Russian
Russian Spanish
Spanish
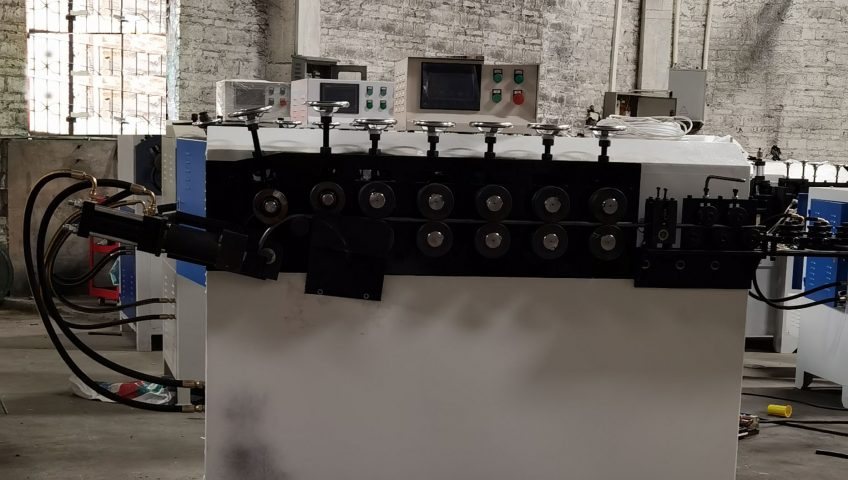
Operation And Adjustment Of The Ring Forming Machine
Adjustment and use of looping machine: when the machine is powered on and can operate normally, we need to adjust the machine to make it work better for us.
- First, according to the operation process of the electric control box, send the wire to the cutter. Adjust the position of the forming wheel and cutter to make the arc of the product meet the requirements. At the same time, adjust the cutter so that the axis of the cutter passes the center of the product.
- The flatness of the product can be adjusted by adjusting the position of the forming wheel (in and out of the vertical plane).
- If the outgoing line of the product runs inward and outward from time to time, the wire adjusting wheel on the wire adjusting board needs to be adjusted to increase the straightening of the wire. (Most of the above situations are caused by poor wire workpiece. Just increase the straightening force of wire workpiece).
- If the equipment needs to be reversed when it is running, the speed regulating switch should be reset first, and the machine can be started after shutdown for 1 minute;
- When feeding the dynamic pressure wheel, loosen the fastening bolts first, and fix the bolts on both sides of the driven wheel after the feeding reaches the scale; 6. In the process of use, the miscellaneous stains in the pressure roller groove and the surface of the workbench shall be cleaned in time.